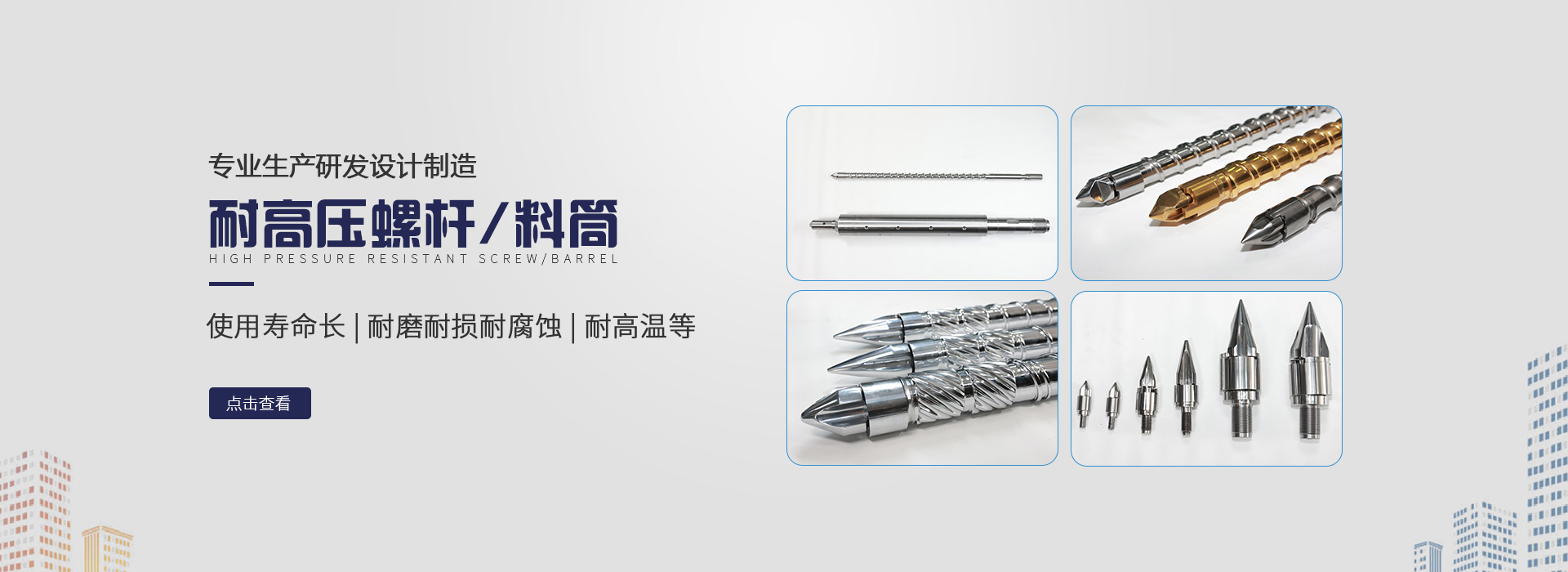
塑料机械专用螺杆和料筒
“达姆迅”牌料筒、螺杆是达姆迅螺杆官方唯一品牌

“达姆迅”牌料筒、螺杆是达姆迅螺杆官方唯一品牌
微信客服



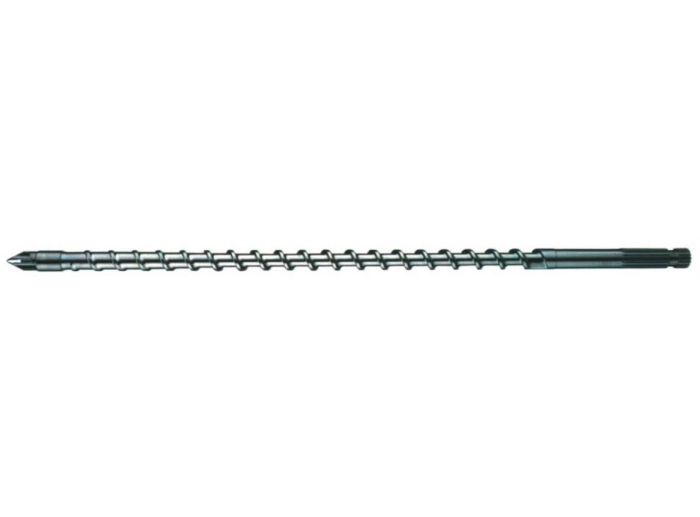
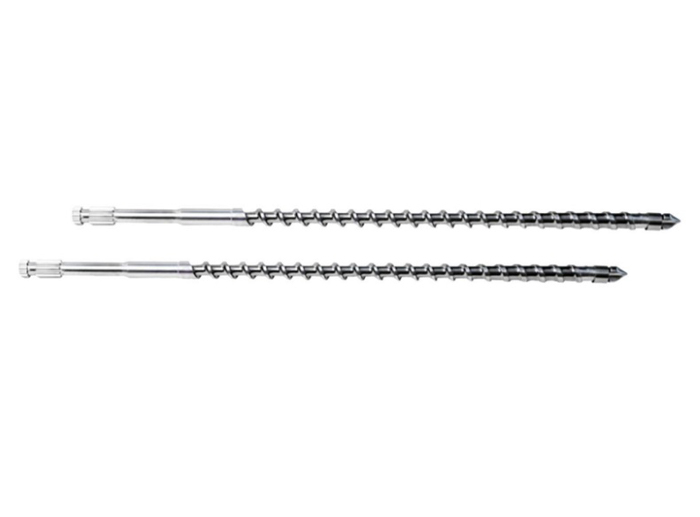
![]() 深圳市达姆迅科技有限公司于1995年成立,经过不断的努力,现已成为国内较大的塑料机械专用螺杆和料筒的生产基地与配套中心之一。
深圳市达姆迅科技有限公司于1995年成立,经过不断的努力,现已成为国内较大的塑料机械专用螺杆和料筒的生产基地与配套中心之一。
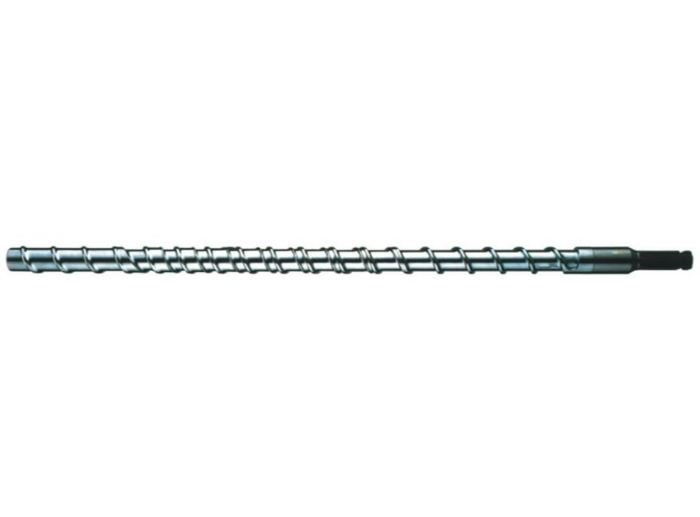
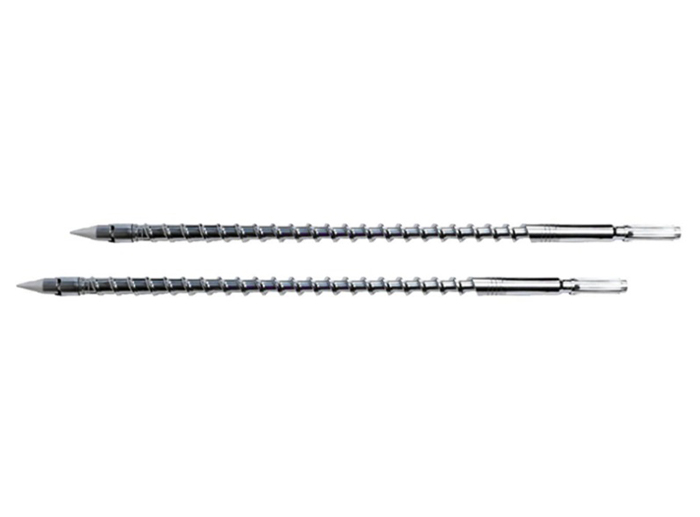
![]() 选材严格,精工细作,铸就高品质;
选材严格,精工细作,铸就高品质;
选择耐磨、耐腐蚀、耐高温、耐高压特殊合金材质为原料,性能稳定。
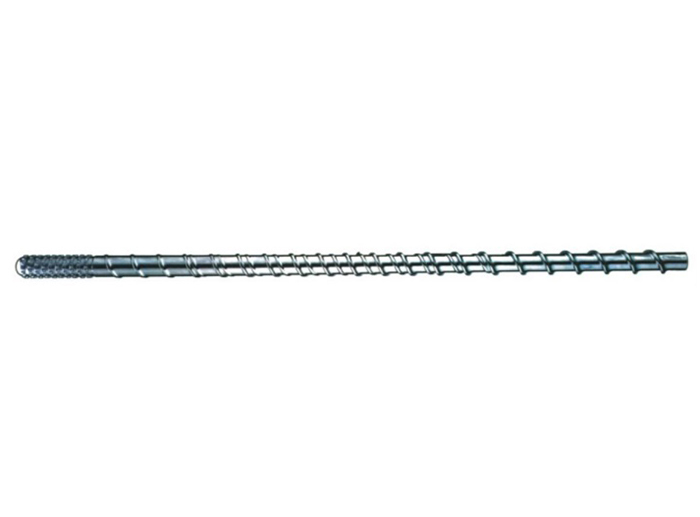
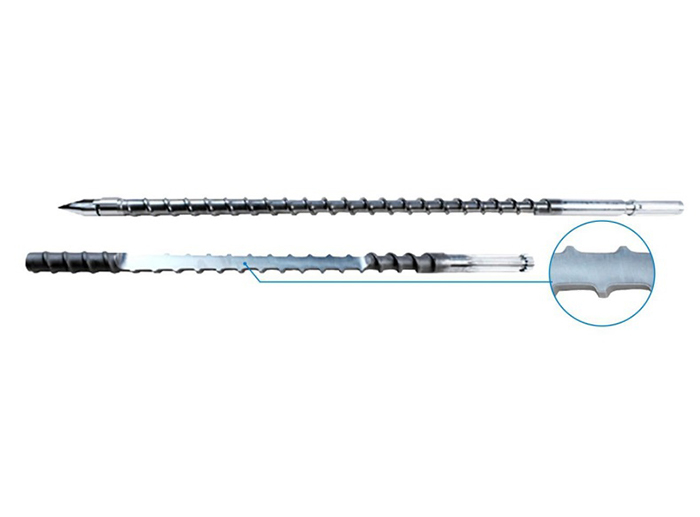
![]() 公司拥有业界优质的检测设备和一批优良的生产、质检人员,并建立了完善的质量保证体系;
公司拥有业界优质的检测设备和一批优良的生产、质检人员,并建立了完善的质量保证体系;
每款产品都经过质检工序,每道工序都由质检员严格检验,质量层层把控;
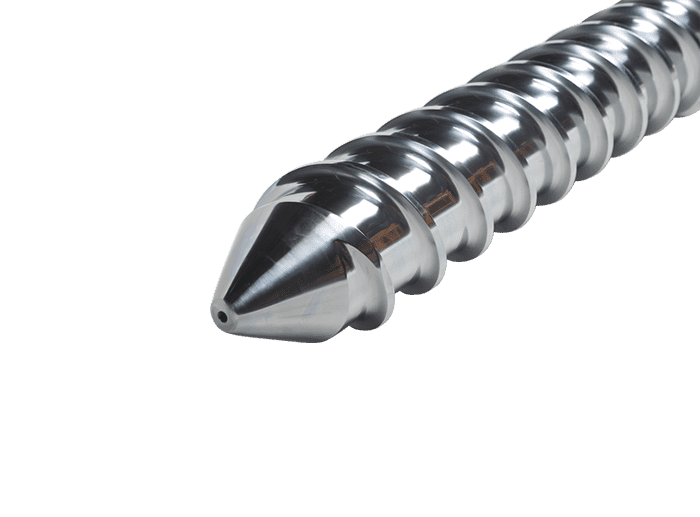
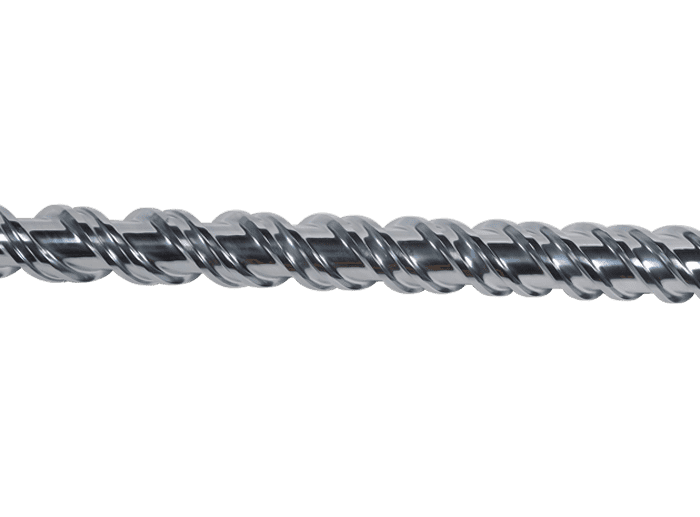
![]() 完善的售后服务体系,让您省心;
完善的售后服务体系,让您省心;
我们的产品远销海内外,并在国内外建立了售后服务中心;
接到客户的故障反馈信息后立即响应,24小时内到达给予解决并排除故障;


影响塑化品质的主要因素为:长径比、压缩比、背压、螺杆转速、料筒加热温度等。1、长径比:为螺杆有效工作长度与螺杆直径的比值。a、长径比大则吃料易均匀;b、热稳定性较佳的塑料可用较长的螺杆以提高混炼性而不烧焦···
了解更多+影响塑化品质的主要因素为:长径比、压缩比、背压、螺杆转速、料筒加热温度等。1、长径比:为螺杆有效工作长···
清洗螺杆的方式有普通置换法、专用螺杆清洗剂清洗法,前一种办法会用去大量树脂。挤出机螺杆1、水清洗法水清···
目前我国常用的螺杆材料有45号钢、40Cr、氨化钢、38CrMOAl,高温合金等。1)45号钢便宜,加工性能好,但耐磨···
①挤出机用螺杆要用受热变形小、耐磨、抗腐蚀的合金钢制造。常用材料是38CrMoAlA合金钢或40Cr钢,维修配件也···

深圳市达姆迅科技有限公司
服务热线:137-1426-5167
电话:0755-28232506
邮箱:damuxun88@126.com
微信二维码

微信公众号